 O silikatach
O silikatach Właściwości
Właściwości Nagrody
Nagrody


O silikatach
UNISIL
O firmie
PPMB
Laboratorium
badawcze
![]()
Kopalnia
kruszywa
Przedsiębiorstwo Produkcji
Materiałów Budowlanych
Niemce Spółka Akcyjna
Buduj ekologicznie
Produkty UNISIL wpisują się w strategię realizacji zrównoważonego rozwoju z uwagi na swój naturalny charakter.
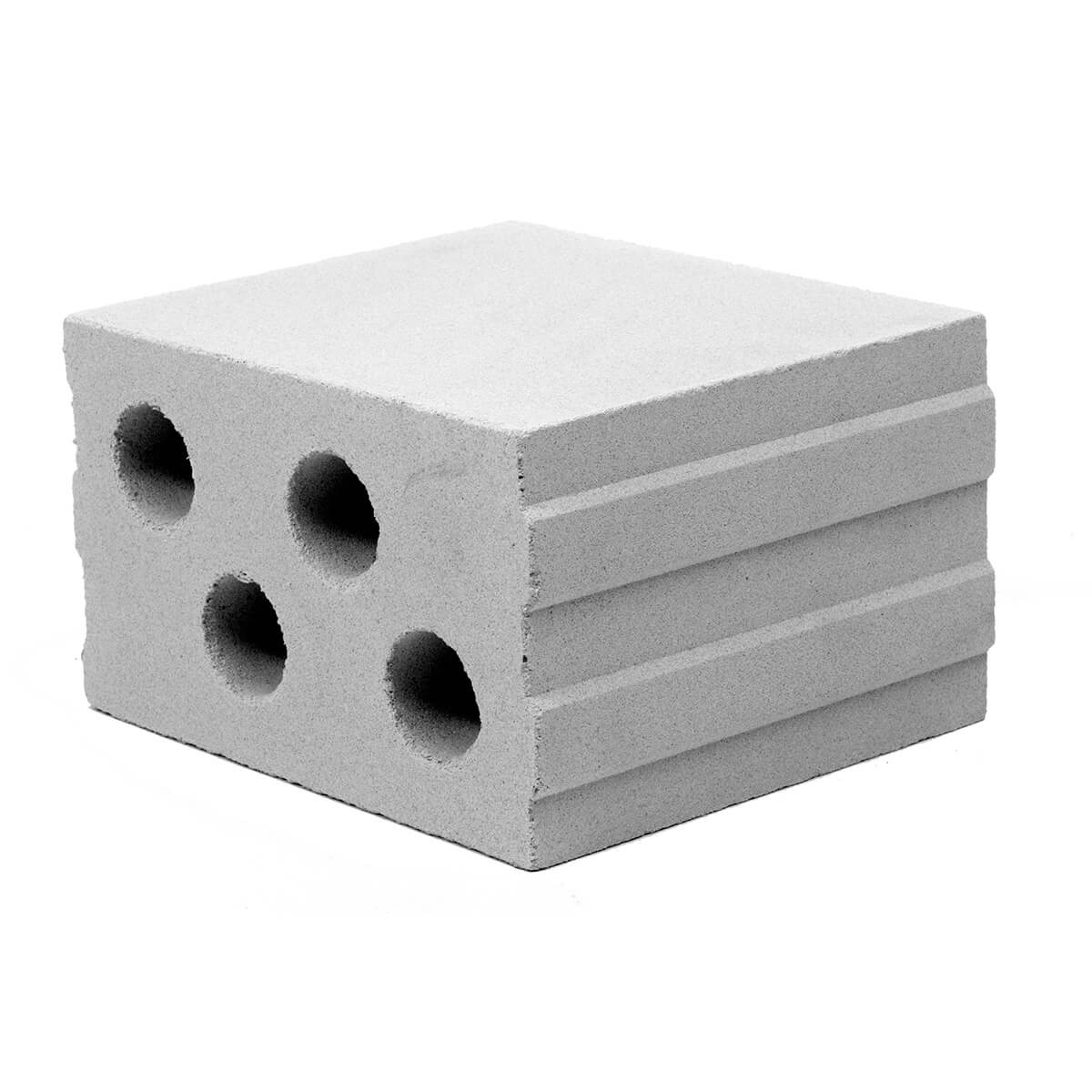
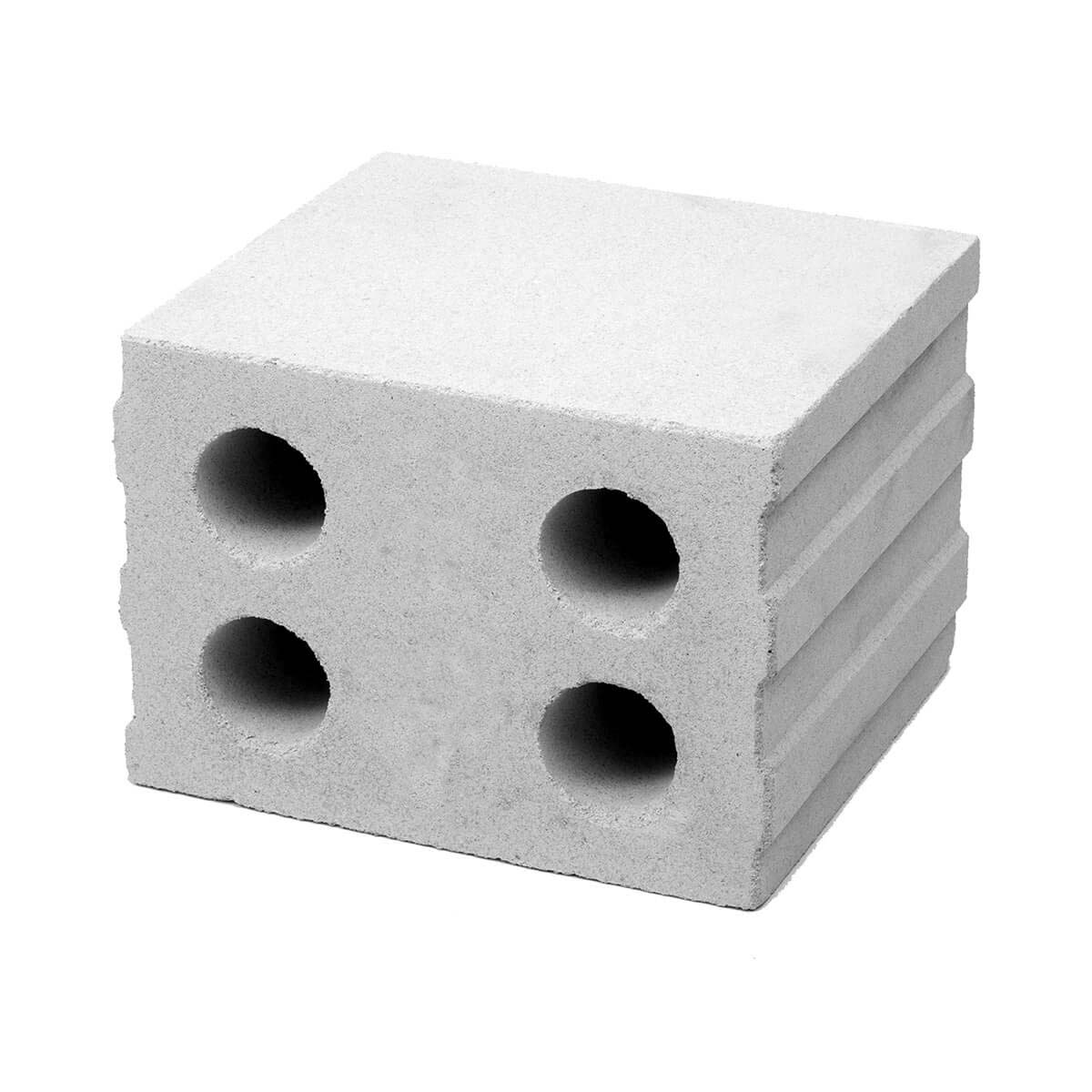
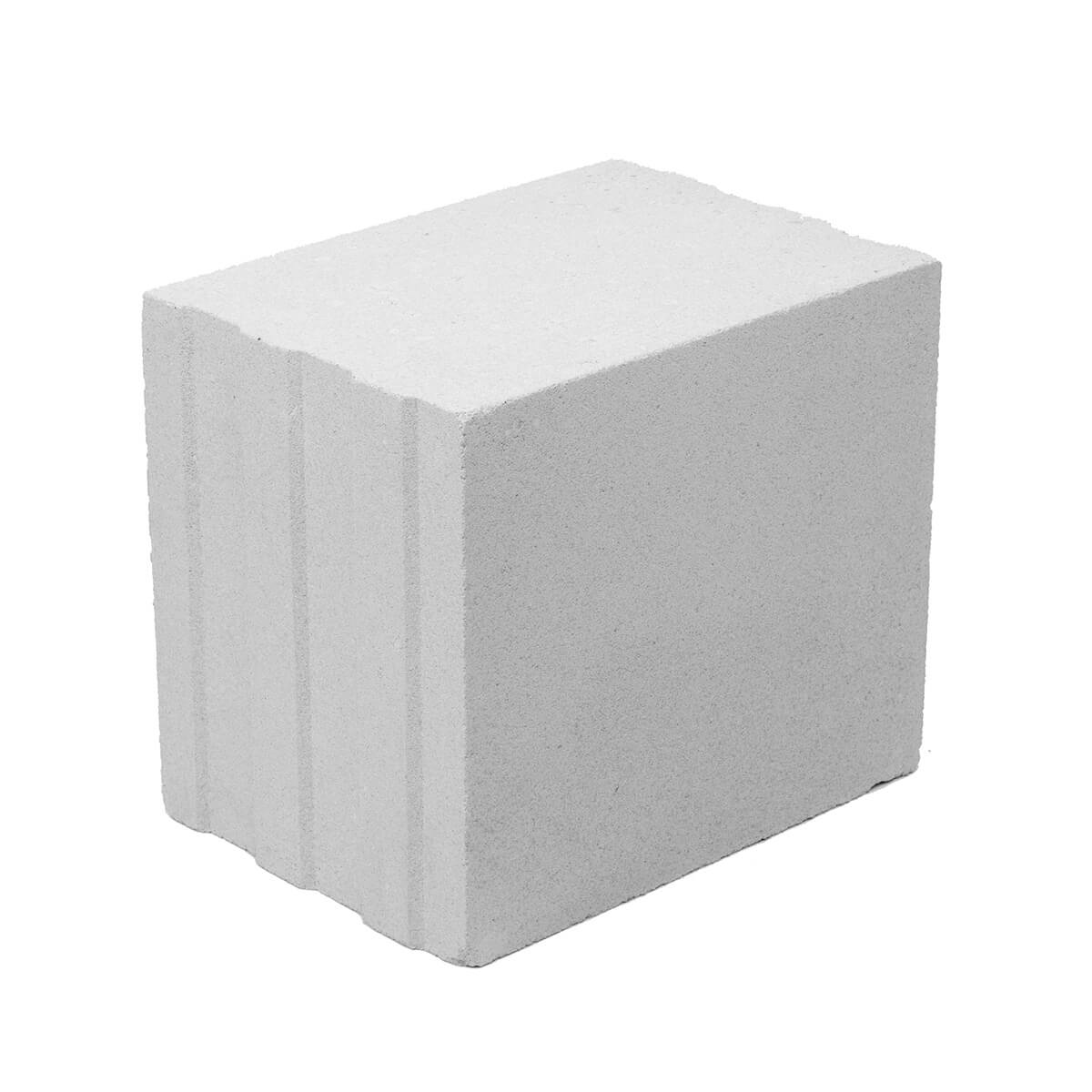
Uniwersalne Bloczki Silikatowe








Infrastruktura i obszary produkcji
PPMB NIEMCE
Poznaj bliżej zakład produkcyjny
PRODUKCJA SILIKATÓW
Produkcja silkatu UNISIL
KRUSZYWA
Kopalnia piasku i innego kruszywa
INNOWACJE
Laboratorium badawcze
ARCHISPACE
Strefa dla architektów
Artykuły i aktualności

Poznaj właściwości izolacyjne, akustyczne i termiczne silikatów

Bloczki silikatowe – uniwersalne rozwiązanie w budownictwie

Z czego produkowane są silikaty? - wyrób ekologiczny

Dlaczego cegła silikatowa stała się tak popularna?

Jaki materiał na dom wybrać?
Skontaktuj się z nami
Wprowadź adres budowy i znajdź najbliższego dystrybutora silikatów
Wspieramy wspólny rozwój
Poznaj firmy należące do grupy






